The process for continuous strip casting has undergone many changes in the past decade, now it is set to go through another RE-VOLUTION as Sovema launches its flagship technology. Dr Mike McDonagh looks back at the changes within the sector ahead of a technical critique of the product in the Spring edition of BEST.
In the continuing efforts to improve lead-acid battery quality, performance and manufacturing efficiency, the method of producing the battery plate conducting grid has undergone several major changes in the last three decades. The transition from discrete to continuous methods has transformed the production and material costs and improved product uniformity for a wide range of lead-acid battery designs.
It was in the 1980s that Cominco, now BTS (Battery Technology Solutions), developed a process that produced a thin, continually cast strip of lead-calcium alloy, which was rolled and stored before processing into battery grids.
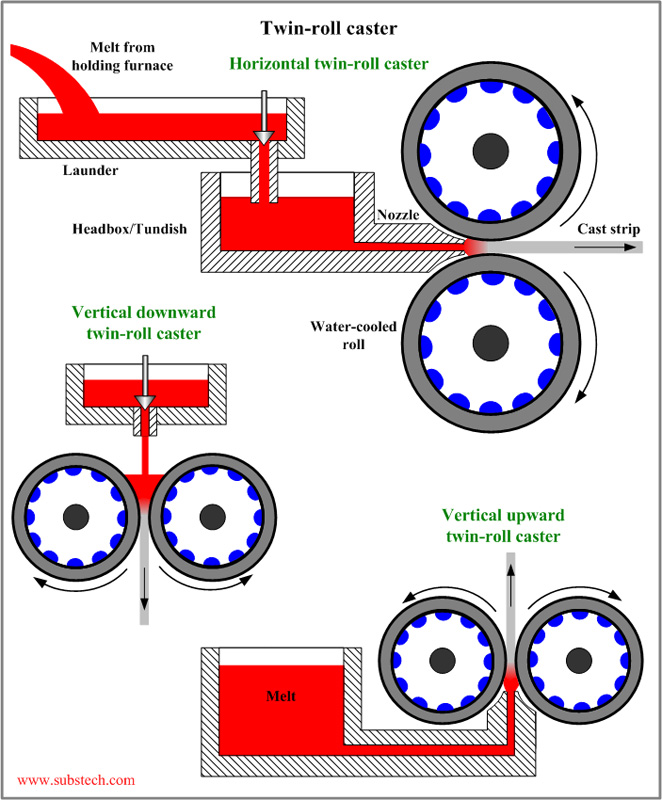 Fig 1 shows the general principle of continuous casting molten metal into strip form. There is a melting pot, a tundish to provide a constant head and a nozzle to dispense the molten metal.
Fig 1 shows the general principle of continuous casting molten metal into strip form. There is a melting pot, a tundish to provide a constant head and a nozzle to dispense the molten metal.
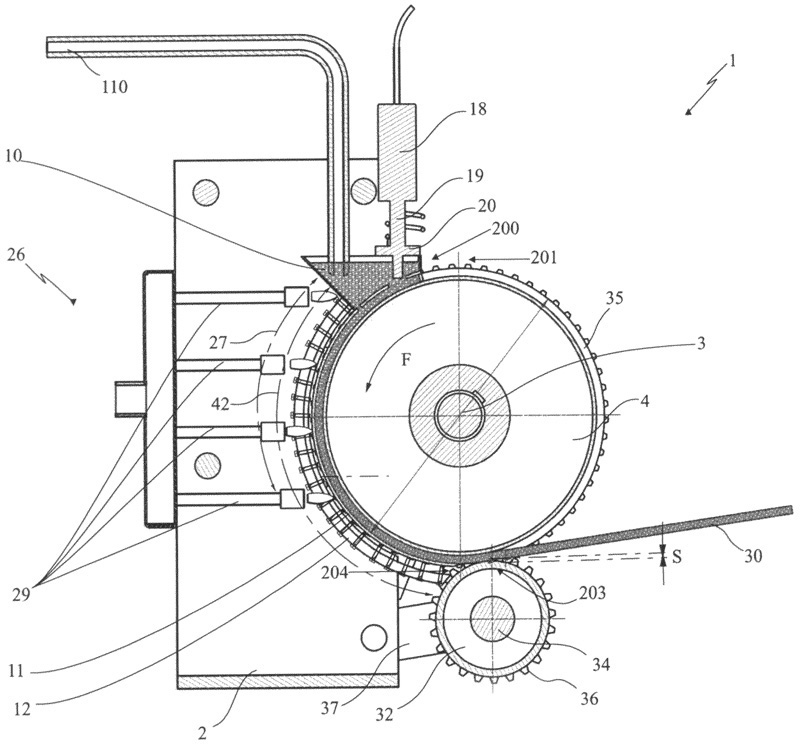
Fig 2 is the lead alloy version of continuous strip casting, the main difference here is the use of a single rotating drum rather than the two cooled rollers for metals of much higher melting points.
Up to the mid-1980s lead alloy grid production was almost exclusively carried out by gravity book mould and pressure-die casting. The main driver for the development of continuous strip production was the introduction of new grid alloys using calcium rather than antimony as the hardening agent. Because calcium forms a peritectic rather than a eutectic alloy with lead, as with antimony, that continuous strip production was an easier engineering feat.
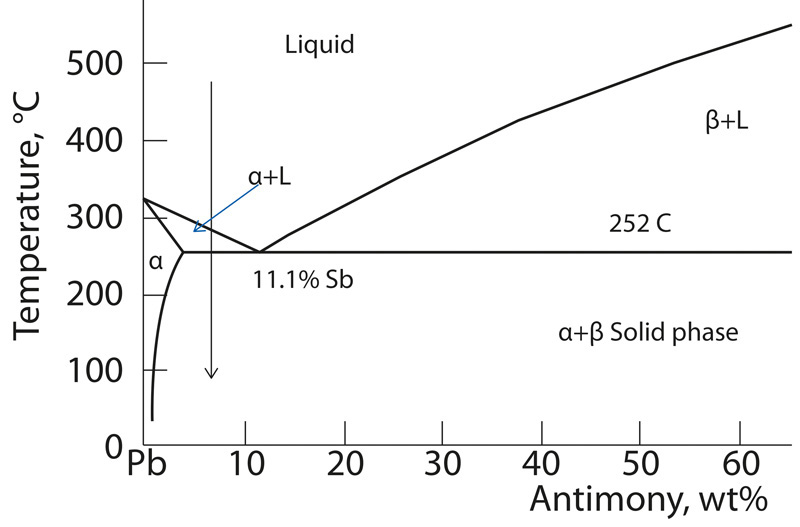
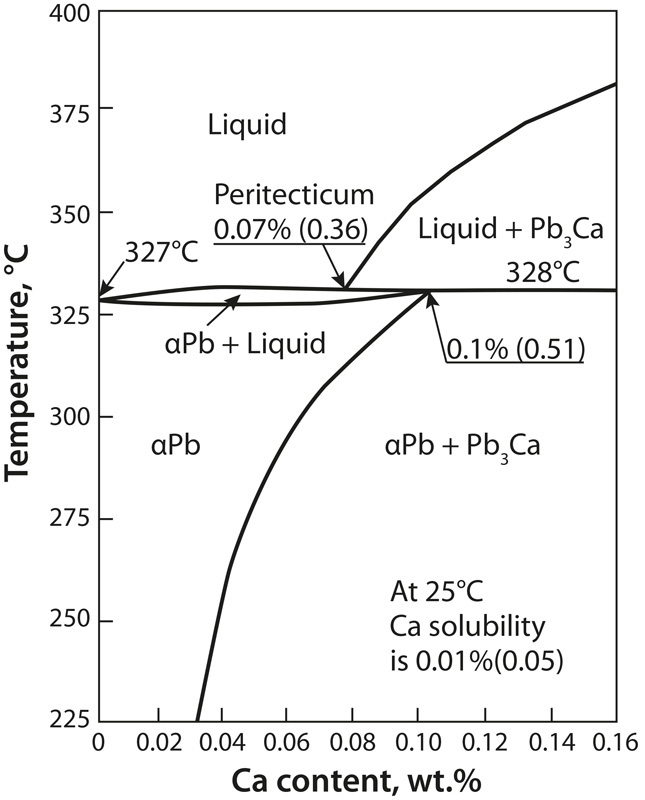 Briefly, Fig 3 shows the solidification path for a 0.7wt% lead-calcium alloy. What is noticeable is that there is only a 2°C window where liquid and solid alloy are in equilibrium (co-exist). Compare this with a 5wt% antimonial eutectic alloy in Fig 4, and you can see that during solidification there is a much wider temperature window of around 40°C where liquid and solid alloy can co-exist. In plain terms, the antimonial alloy would not solidify immediately when casting a strip. It would be torn apart due to a large portion of it still being in the liquid state whilst forming the solid strip. The use of calcium in the grid alloy, originally designed to prevent or minimise water loss through gassing during charge, was in fact the catalyst that started the development of the continuous casting process for lead-acid batteries.
Briefly, Fig 3 shows the solidification path for a 0.7wt% lead-calcium alloy. What is noticeable is that there is only a 2°C window where liquid and solid alloy are in equilibrium (co-exist). Compare this with a 5wt% antimonial eutectic alloy in Fig 4, and you can see that during solidification there is a much wider temperature window of around 40°C where liquid and solid alloy can co-exist. In plain terms, the antimonial alloy would not solidify immediately when casting a strip. It would be torn apart due to a large portion of it still being in the liquid state whilst forming the solid strip. The use of calcium in the grid alloy, originally designed to prevent or minimise water loss through gassing during charge, was in fact the catalyst that started the development of the continuous casting process for lead-acid batteries.
However, as we all know, lead alloys are not binary and contain many other elements designed to enhance their properties and make manufacturing easier. The Cominco process for grid production was a two-stage operation where the cast strip was rolled and stored for age hardening as a coil before being used as the feedstock for producing grids. This was the now-familiar expanded metal system that consisted of slitting the strip, followed by a pulling operation to form the triangular grid pattern we see in many modern battery plates, Fig 4. There are other ways to produce a grid from strip, and the Concast method introduced by Wirtz in the 1990s directly casts the grid by pouring molten lead alloy directly onto a rotating die in which the grid impression has been machined. Another development by Wirtz was the ConPunch where the grid shape is punched out of the cast strip. These continuous methods enormously improved production output for grids. The normal manufacturing rate for gravity cast grids would be around 12 to 15 double panels per minute, compared with speeds in the region of 400 per minute with continuous strip methods. Add to this the fact there are now many companies that offer some form of continuous casting equipment and the benefits of this method to battery manufacturers become quite apparent.
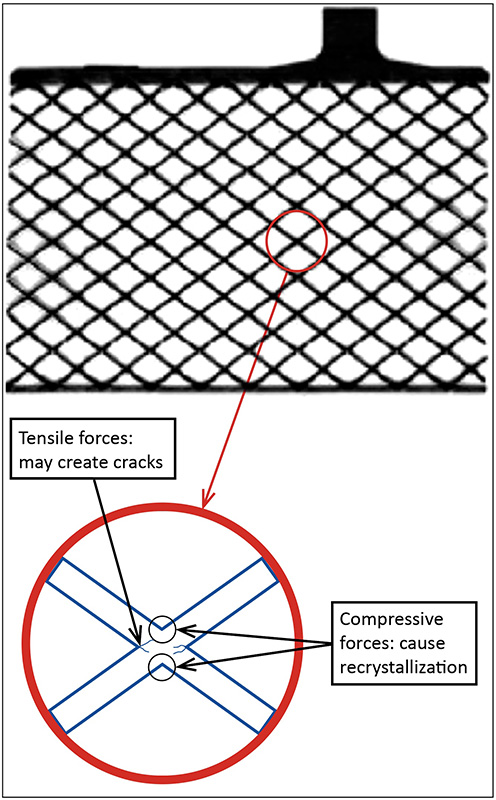 So why are not all grids produced in this way and why do not all battery manufacturers universally adopt this method? There are several reasons, which mostly revolve around the manufacturing and in-service properties of the alloys, as well as the cost and engineering skills needed to install and operate the equipment. In the late 1980s and early 1990s there were some very severe problems associated with the use of wrought lead-calcium grids. These centred around the use of a lead-calcium-tin ternary alloy. Many batteries with this alloy in wrought grids suffered from catastrophic grid corrosion and early failure. This was traced to the alloy composition and the degree of mechanical stress during rolling and expanding of the strip. Fig 5 shows the typical stresses and possible flaws that can be introduced by the wrought expanded grid method. The positive plate, because it undergoes a corrosion reaction on charge, was the point of failure. Obtaining a better balance between the tin and the calcium in the alloy (as discovered by the now-retired David Prengeman of RSR) was found to alleviate the main corrosion problems. The degree of deformation and the age-hardening process were also factors and were literally ironed out by the equipment and lead-acid battery manufacturers.
So why are not all grids produced in this way and why do not all battery manufacturers universally adopt this method? There are several reasons, which mostly revolve around the manufacturing and in-service properties of the alloys, as well as the cost and engineering skills needed to install and operate the equipment. In the late 1980s and early 1990s there were some very severe problems associated with the use of wrought lead-calcium grids. These centred around the use of a lead-calcium-tin ternary alloy. Many batteries with this alloy in wrought grids suffered from catastrophic grid corrosion and early failure. This was traced to the alloy composition and the degree of mechanical stress during rolling and expanding of the strip. Fig 5 shows the typical stresses and possible flaws that can be introduced by the wrought expanded grid method. The positive plate, because it undergoes a corrosion reaction on charge, was the point of failure. Obtaining a better balance between the tin and the calcium in the alloy (as discovered by the now-retired David Prengeman of RSR) was found to alleviate the main corrosion problems. The degree of deformation and the age-hardening process were also factors and were literally ironed out by the equipment and lead-acid battery manufacturers.
Nowadays, the quality issues seem to have been largely resolved and, as already noted, continuous strip casting is commonplace in the lead-acid battery manufacturing world. However, there are several reasons for it not being universally accepted for all battery and grid types. These depend on the application and the battery design. One obvious example is a tubular positive plate, although with a little imagination a continuous casting method using a suitable die, could be devised (any ideas from budding lead-acid battery engineers willing to take a stab at this, will be welcome). In terms of application limitations, the strength of the positive grid in resisting plate growth is an important feature in the UPS and standby-power markets where batteries are usually on constant float charge.
 There are limits as to how thick grid wires can be made from the cast strip and as seen from Fig 6 there is no vertical frame to the expanded wrought type of grids. It is the frame, which, although it corrodes, has the mechanical strength, due to a combination of cross-sectional area and metallic creep resistance, to minimise vertical growth. For those strip methods that do have a vertical frame, there are limits to the maximum thickness that can be cast as well as the shape of the grid frame cross-section. In a small number of cases, manufacturers prefer to use a lead-antimony alloy rather than lead-calcium, mainly due to the application requirements, particularly where PSoC conditions are found. In these cases, strip casting and rolling is not a viable option.
There are limits as to how thick grid wires can be made from the cast strip and as seen from Fig 6 there is no vertical frame to the expanded wrought type of grids. It is the frame, which, although it corrodes, has the mechanical strength, due to a combination of cross-sectional area and metallic creep resistance, to minimise vertical growth. For those strip methods that do have a vertical frame, there are limits to the maximum thickness that can be cast as well as the shape of the grid frame cross-section. In a small number of cases, manufacturers prefer to use a lead-antimony alloy rather than lead-calcium, mainly due to the application requirements, particularly where PSoC conditions are found. In these cases, strip casting and rolling is not a viable option.
For all the rest, rolled strip grids confer several advantages: thinner grids than is possible by gravity casting can provide lower plate costs and/or more plates per battery cell, giving higher CCA performance and lower internal resistance. Strip can be stored as coils and be used for any grid design, which can mean a lower inventory stock for battery manufacturers. The mechanical and chemical properties as dictated by the lead alloy grain structure can be manipulated by control of rolling pressures and degree of deformation. Very corrosion resistant and stronger grids can be produced by suitable control of these parameters. There is also the ability to paste in a continuous strip without the need for a pick-up mechanism for individual grids. This gives faster pasting and better throughput for the pasting as well as the casting department. Because of the high level of control over grid thickness, there is little chance of over-pasting with associated consequences for cost and product quality.
Pre-grid strip manufacture
For the purposes of this article, we will be looking at the production methods for the manufacture of the pre-grid strip before it is wrought or punched. There are, as already mentioned, quite a few companies that offer equipment to manufacture the strip. It is quite important therefore to understand just what are the important factors and parameters of operation that are critical for the trouble-free and routine manufacture of good quality lead calcium alloy strip. It basically consists of a melting pot fed with lead alloy ingots, a tundish that holds a fixed amount of molten alloy, a pouring nozzle that dispenses the molten lead onto a cooled rotating drum where the alloy is solidified into a strip then peeled off onto a conveyor belt and squeeze-rolled to the correct size and thickness. The finished strip ends up on a coiler and is removed for storage and ageing.
On first impression it seems like a straightforward process, particularly as lead alloys have very low melting points, so temperatures for melting and solidifying are not at a level that requires extreme measures for their management. However, lead is a material that can recrystallise at room temperature and although malleable can become embrittled under extreme conditions. As mentioned earlier, the tin-to-calcium ratio is critical to ensure the correct mechanical and chemical properties for the battery grids and it is important, at the melting and casting stage, to ensure there is minimal loss of these elements. The control of the lead amount in the tundish is important as it can determine the flow rate of the lead from the nozzle, which will affect the thickness of the cast strip. Although the strip is rolled to thickness, large variations in the pre-rolled cross-section will result in different percentages of deformation, which, if severe, can affect the local grain structure, particularly the size. Variations in the grain size and shape can affect both the mechanical strength as well as the corrosion properties of the grids. This can lead to variability in the properties of grids produced from different sections of the strip.
The final thickness of the strip is achieved by cold rolling to a pre-determined thickness. The term cold rolling is relative to the melting point of the metal and is metallurgically defined as less than 0.5Tm (Tm is the melting point). In any rolling process, there is a degree of deformation of the rolls, which can lead to a non-uniform thickness from centre to edge, due to the rolls essentially bending under the pressure. Even with a soft material like lead, there is considerable force required to achieve the deformations required to go from a 6mm cast thickness down to less than a millimetre. The fewer the number of rolling passes and the wider the strip, the more the deformation. The percentage deformation at each pass has consequences for the grain structure, particularly the grain size. Because lead can recrystallise at room temperature it is important to get the roll pressure and design correct at each stage to ensure a fine, equiaxed grain shape to minimise the creation of anisotropic mechanical properties in the grid. This measure will also ensure good mechanical strength and enhanced resistance to grid corrosion. There is normally a degree of waste in the strip edge due to fine cracks generated by edge deformities. This must be minimised to obtain maximum efficiency.
From the above, it is clear that any company manufacturing and selling continuous strip casting equipment needs as much specific know-how as engineering knowledge to get satisfactory results, given the importance of this technology and its increasing use in the lead-acid battery industry.
BESTmag is keen to understand and report on the current state of play of the equipment on the market. At this point, we understand that Sovema has launched what is essentially flagship technology that they believe will put them ahead of their competitors in meeting the industry’s requirements. Their latest strip casting machinery, which they call RE-EVOLUTION, is based on their 20-plus years of continuous partnership development with their customers and some new engineering ideas, aimed at making significant improvements in productivity and operational efficiency.
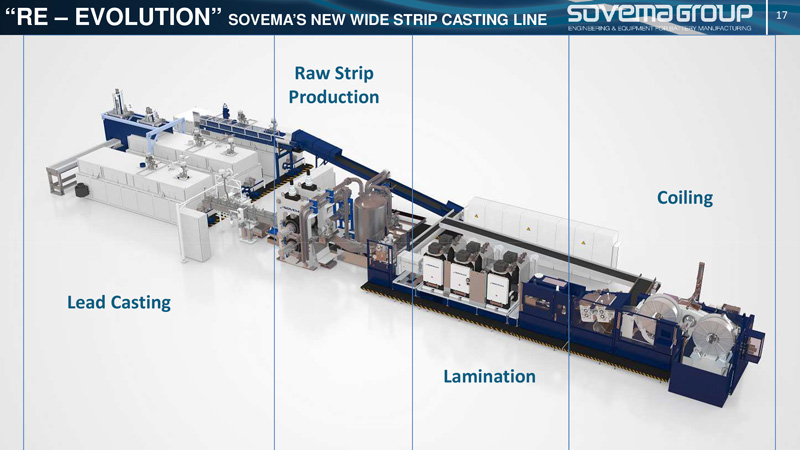
Fig 7 shows the main features of the RE-EVOLUTION technology. The important parts are divided into four main sections: the lead melting, lead feed/raw strip production, the rolling or lamination and the strip coiling/unloading section. An important point is to ensure the molten lead alloy feed has a very consistent temperature and the strip is free from defects such as dross inclusions. To this end there are three lead melting pots, to ensure that temperature deviation due to adding more lead ingots and returned scrap is negligible. The main factor in the creation of dross is normally the returned process scrap that causes splashing and oxidation of the melt surface. To prevent this, Sovema has a new patented lead submerging system that ensures that returned scrap is added without surface agitation, which they are claiming gives a 50% dross reduction compared to standard return systems. The all-important grain structure and thickness variation are closely controlled by two independent variable load rollers with on-the-fly continuous adjustment before reaching the final finishing roller. Sovema claim this gives a maximum strip thickness variation of +/-0.01mm and a final equiaxed grain structure of around 10 microns in size. This degree of thickness accuracy provides financial benefits in terms of material control as well as quality advantages, e.g. providing a more uniform glass mat compression in AGM battery designs. Using state of the art control equipment, such as laser measurement systems, to provide rapid automatic controls and automatic thickness changes using HMI technologies enables higher accuracies with more efficient production and maintenance performances.
At BESTmag we have often pointed out the benefits of having a close supplier/manufacturer partnership. We believe that it is the best way to establish R&D progress in the lead-acid battery community. With the ongoing challenges facing LAB technology, it is important, if not vital, to ensure that manufacturing processes provide the highest and most consistent product quality that it is possible at minimum cost. Since performance is also important, the extra design flexibility of providing thinner plates than is possible from other casting methods is a useful feature of the continuous strip process. However, better cycle life, fewer warranty returns and increased reliability are all essential consequences of the better manufacturing controls achieved by this technology. Continuous strip casting is one of those processes that not only provides significant benefits to the battery manufacturer but also helps to establish the credentials of lead-acid chemistry as a reliable technology for the future.
BEST magazine will be reporting on Sovema’s new RE-VOLUTION technology in a special, technical article in the next issue. Visit our website and sign up to ensure your own copy of the magazine.