BESTmag technical editor, Dr Mike McDonagh, questions Sovema sales and marketing director, Marcello Fantoni and technical and R&D manager, Luciano Ferrarese about the company’s new wide strip casting machine launched this spring.

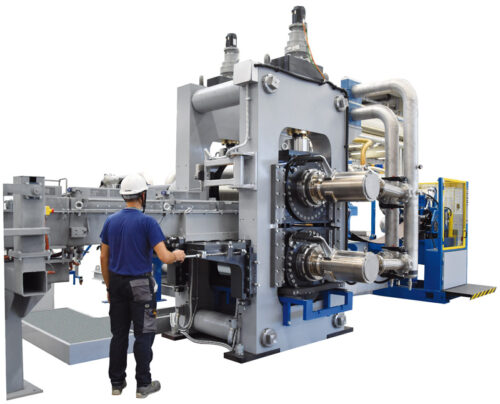
It was our intention to visit the Sovema factory in Verona to see their wide-strip casting and rolling machine, named RE-EVOLUTION that they had intended to launch this spring. Sadly however, world events have overtaken us and the Covid 19 lockdown prevented what we had hoped to be a very worthwhile and interesting visit. But living in the age of communication technology and we were able to ask some probing questions that we believe will be of interest to our readers.
The following are a series of questions about the RE‑EVOLUTION technology that we put to Marcello Fantoni (right), the sales and marketing director, and Luciano Ferrarese, the technical and R&D manager.
McDonagh: Marcello, let me start with you. I have known Sovema since I started in the lead-acid battery industry in 1977. What qualities or principles has the company adopted that have made it so successful?
Fantoni:
Sovema was born as a branch of a battery manufacturer 50 years ago. This has allowed a deep comprehension of the whole battery manufacturing process, and therefore is one of the few companies that are able to provide a turnkey plant for lead-acid battery manufacturing worldwide. Customer orientation, flexibility and continuous search for innovation have been the drivers of Sovema Group’s success along the years.
More recently, the company has grown and has become a managerial organisation, adopting the Lean philosophy and a more analytical approach (QFD, or Quality Function Deployment, is loosely rendered as “involvement of all the departments or functions, within a corporate structure, with the aim to fulfill Customers’ needs (quality).”) for the new R&D projects.
Fantoni:
Besides having a well-established know-how coming from its long history, we are used to working side-by-side with our customers, listening to their specific needs and continuously improving our equipment thanks to the feedback we receive from the field. This allows us to be a cooperative partner for the most experienced manufacturers looking for new solutions, and at the same time a solid reference for the investors approaching the battery industry for the first time and needing consultancy on the manufacturing process.
The new E-Revolution strip rolling technology is designed to produce a wider cast strip, which is rolled to size before being coiled ready for grid manufacture. How wide a strip can it produce, compared to your existing strip caster and other state of the art equipment manufacturers?
Ferrarese:
We have developed a range of equipment that can produce a wide strip up to 450mm.
Thanks Luciano. I would like to also ask you about your decision to have a 3-pot system for the molten alloy. Why is that an advantage?
Ferrarese:
We have successfully used the 3-pot system for more than 10 years in our wide strip casting lines, so we can bring all our experience in this layout. The first pot is used to melt the chips returning from the punching process and the strip trimming operations. The second pot is used to melt the lead ingots and lead alloy preparation, whilst the third pot is the one feeding the casting unit. This configuration allows keeping constant the alloy used to produce the strip. The lead pots can be equipped with gas or electrical heating, according to the customer’s specific needs.
In fact, if the customer requests it, we can add three additional lead pots to handle a different alloy. If more than one alloy is used, this solution can save the cost of a complete additional rolling line by reducing the time required for alloy changeover.
The casting line is described as having improved operations and maintenance conditions. Can you explain that in more detail?
Ferrarese:
Operation is improved thanks to on-the-fly management of the strip lamination process (including a strict thickness control). Changes on the parameters can be easily operated via HMI.
With reference to maintenance, during the years we have continuously improved the accessibility of the rolling stand area increasing the interspace between the stands, as well as standardising the components to allow easy management of the spare parts supply.
I am very interested to learn more about the lead scrap submerging system from your key partner Pyrotek. Do you really achieve a 50% dross reduction in total, or just from the one pot? What are the working features of its operation?
Ferrarese:
A specifically designed circulation pump delivers lead from the main furnace chamber into a circular well, which serves also as a material charging area. The well is designed with a unique patented shape that generates a downward vortex action of the metal flow. This forces the scrap materials to be quickly submerged below the molten lead surface. The metal is then directed into the dross well, located downstream of the lead submerging system (LSS). The dross is confined in a specific area, allowing easy skimming and cleaning.
Scrap materials are continuously introduced into the LSS, without the limitation of the dross layer on the bath surface.
One of the critical parameters for strip production is the pre-rolling strip quality. The RE-Evolution line has a section after casting, which is sealed and has a pre-crystallisation device with an advanced casting wheel. Can you give any details on these three patent pending features?
Fantoni:
This is commercially sensitive so I will answer this. This being the most innovative section of the line and having pending patent applications, we prefer not to disclose specific details of its functions at this stage. It is a new technology providing a lot of improvements that we will be pleased to share in the near future. Nevertheless, we are available to provide more details on a one-to-one basis to potentially interested customers.
I understand. I would like to talk a little bit about the quality of the strip produced. The final grain structure of the rolled strip is small, around 50 microns. How is this favourable structure achieved? Can you say how the pre-crystallisation system achieves this favourable grain structure?
Ferarese:
Based on the testing results in our workshop, we are confident to significantly improve the performance of the current version of Sovema Wide Strip Caster (with twin-roll casting technology), which is now 50 microns after the twin-roll.
Fantoni:
I guess it is my turn again Mike. This being the most innovative section of the line and having pending patent applications, we prefer not to disclose specific details of its functions at this stage. It is a new technology providing a lot of improvements, that we will be pleased to share in the near future.
Yes, thank you, I get the picture. So, after the strip-casting stage there are two reducing rollers and one finishing roller. What approximately are the percentage thickness reductions for each of the rollers?
Ferrarese:
Up to 55% of thickness reduction is possible for each of the rollers.
All metal rolling processes with high reduction passes produce distortion in the rolls resulting in a strip thicker at the centre than the edge. How is the thickness variation from the centre to the edge of the strip controlled? How do you minimise the variation?
Ferrarese:
Our technical solution allows to minimise thickness variation as there is a lower thickness of the raw stip at the beginning of the process. Thanks to initial fast cooling, it is possible to achieve a very good crystal structure, even better by means of the pre-crystallisation device. The operator can adjust the alignment of the rollers on the fly, without stopping the machine.

How do you measure the strip thickness, especially between the rollers?
Ferrarese:
The thickness control is performed after the finishing roller with a laser system especially conceived for this application, which is able to operate in a loop with the finishing roller and ensure a thickness tolerance of +/-0.01mm.
The line has ‘on-the-fly’ thickness adjustment and each rolling mill has independent motor control for the thickness of the strip. The mills are quite close together. How fast is the response of the motor controlling the roll pressure to a thickness measurement from the sensors?
Ferrarese:
The purpose of the independent motors is to constantly maintain the correct strip tension.
As explained, the automatic thickness adjustment is carried out on the finishing rolling stand according to the laser system feedback. The time of response of this automatic adjustment is in the range of few milliseconds.
If you wish to change a strip thickness the change is automatic but is controlled by a human/machine interface (HMI). Is this done on line change-over and how is it automatic?
Ferrarese:
The thickness change is set through the HMI and can be done while the machine is running. The control is very detailed and the feedback from the laser system on the final roller enables very small tolerance levels due to having independently controlled rollers.
But when you do make a change, how long does a line change-over take?
Ferrarese:
As I just explained, the thickness changeover is through HMI. This is just a few minutes. But a width change-over can take about four hours.
Is there a detection of defects on the surface? How are they dealt with by the machine?
Ferrarese:
The stability of the process allows limiting the surface control to the visual control by the operator. We have developed a ‘continuous camera visual control system’ applied in the punching process, for a continuous quality control on the grid.
If a strip has to be cut during a production run, how is it re-joined and how long would it take?
Ferrarese:
We have two cutting points in the process to handle the start-up of the line and possible defects. There is no need for joints on the rolled strip, as the continuous operation of the casting area is constantly ensured.
Are the coils removed automatically?
Ferrarese:
Yes they are. The size is designed to be easily lifted by a fork lift truck.
How do the coils get measured, by length or weight?
Ferrarese:
Either by length and/or diameter according to required set point to meet the customer’s preference.
Ease of maintenance is given as an advantage. What features does it have that makes maintenance easier?
Ferrarese:
I think this was covered in my previous answer which described the importance of the human machine interface (HMI) control.
How many personnel are necessary to run this machine in production?
Ferrarese:
There is one operator for lead ingot loading plus coil loading and unloading, and then one supervisor for the line. So two people in total.
What lead times do you give for delivery and what options are available in the machine specification for the battery manufacturer?
Fantoni:
Regarding the lead time, we prefer not to disclose this information publicly. But I can say that the customer can choose from a range of different productivity and strip width, and include additional options such as:
- An additional set of lead pots to handle two different alloys separately
- A choice to have electrical heating of the lead pots
- The Sovema LSS lead submerging system
- A thickness measurement laser system and an automatic adjustment of the finishing rolling stand to minimise operator intervention
McDonagh:
Luciano and Marcello, thank you very much for this in-depth interview. It is greatly appreciated considering the current situation in Italy. I think our readers will have gained some detailed insight into the operation and benefits offered by your Re-Evolution technology.
I sincerely hope that when this awful corona virus pandemic has run its course, I will be able to visit and see the production line both for myself, and on behalf of our readers. In the meantime, the BESTmag editorial staff send to everyone at Sovema our best wishes and hopes for a speedy return to normality.